Filter Videos by Product
Filter Videos by Product
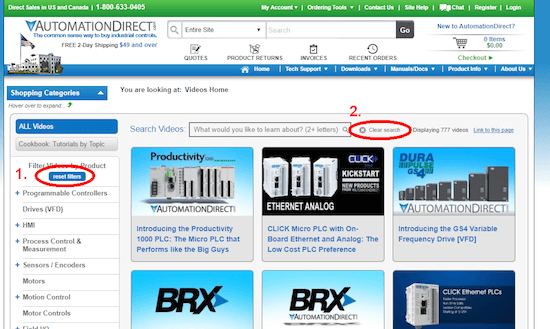
Reset Filters






 Safe &
Secure
Safe &
Secure